
3D DRUCK
Wir drucken mit dem CreatBot F430 bis zu einer Schmelztemperatur 420°C u.a. PEEK und dem Ultimaker 2+ – einem der Besten Desktop-3D-Drucker auf dem Markt, der schon merfach dafür ausgezeichnet wurde. Er druckt nach dem Schmelzschichtverfahren (FDM/FFF), einem verfahren aus dem Bereich des Rapid Prototyping.
Die mit dem Ultimaker 2+ erzeugten 3D-Modelle eignen sich, abhängig vom gewünschten Material, für viele verschiedene Einsatzbereiche.
Mit dem Ultimaker 2+ lassen sich Modelle in vielen verschiedenen Materialien drucken und das bis zu einer Größe von 223 x 223 x 205 mm.
Für die Additive Fertigung von Hochleistungsmaterialen wie PEEK, PC, Nylon Filament setzen wir 3D Drucker CreatBot F430 ein. Der F430 ist ein Hochtemperatur 3D-Drucker für Extruder Schmelze Temperaturen bis 420°C und einem Beheiztem Bauraum und einem Druckbereich von 300x400x300 mm .
FormLabs SLA Drucker für die Produktion von hochpräzisen und oder Filigranen Bauteilen. Zur Fertigung setzen wir Resin Epoxy Kunstharze von BASF Farmlabs Loctite und weiteren Herstellern je nach Anforderung an das Bauteil ein.
Mögliche Druckeinstellungen
Detailgrad
Um den Detailgrad der Modelle zu erhöhen und somit stehts eine dem Modell angemesse Qualität zu erzielen, können die Düsen beim Ultimaker 2+ ausgetauscht werden. Verringert sich der
Durchmesser, erhöht sich der Detailgrad des Modells.
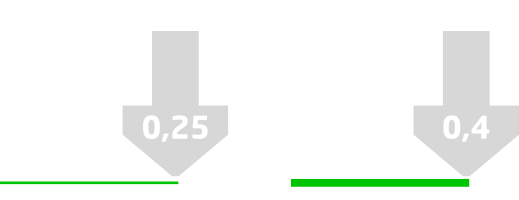
Standardmäßig wird mit einer Düse mit einem Durchmesser von 0,4 mm gedruckt. Auf Wunsch können wir Drucke mit einem Durchmesser der Düse von 0,25 mm anbieten. Allerdings erhöht sich
dadurch auch die Dauer des Drucks. Drucke mit der 0,4 mm Düse sind in den meisten Fällen von der Qualität völlig ausreichend.
Beispiel der Düsen
Layerhöhe
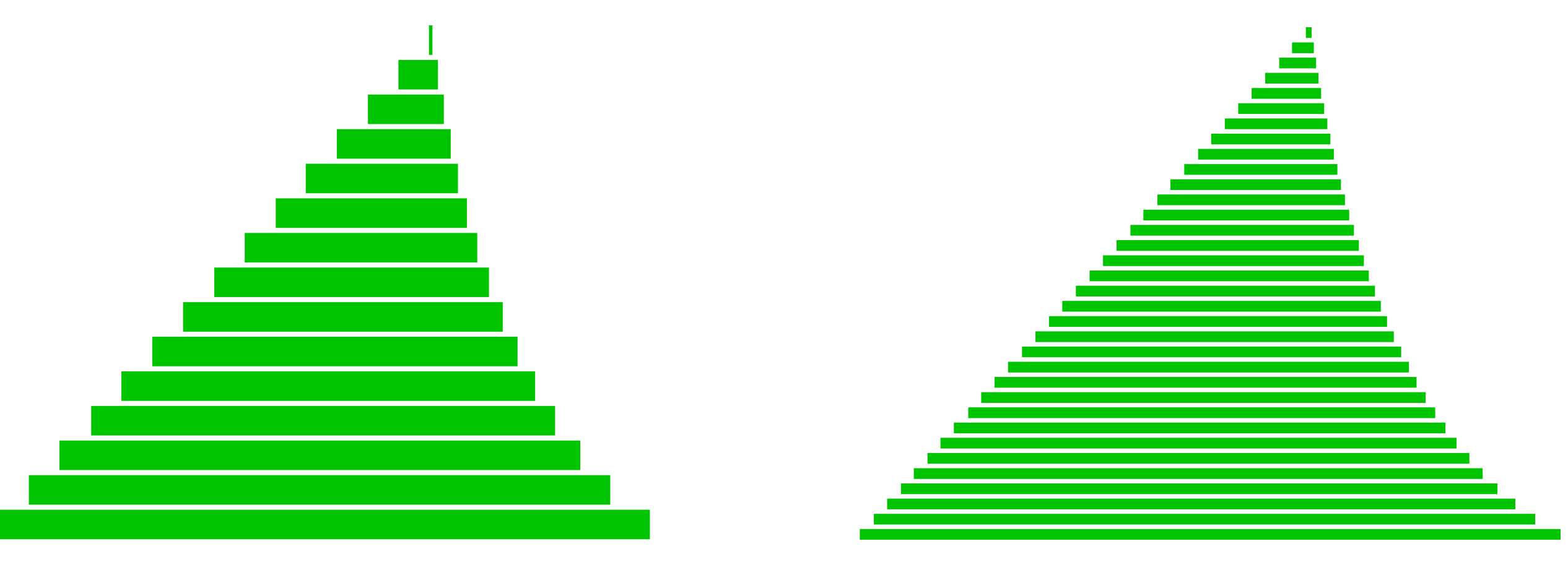
Des Weiteren kann die Layerhöhe, also die Höhe der einzelnen Schichten, auf bis zu 0,04 mm verringert werden, was die Qualität und den Detailgrad ebenfalls erhöht. Standardmäßig drucken
wir mit einer Schichthöhe von 0,15 mm oder 0,1 mm, abhängig von der Komplexität und der Größe des zu druckenden Modells.
Beispiel Layerhöhe
Wandstärke
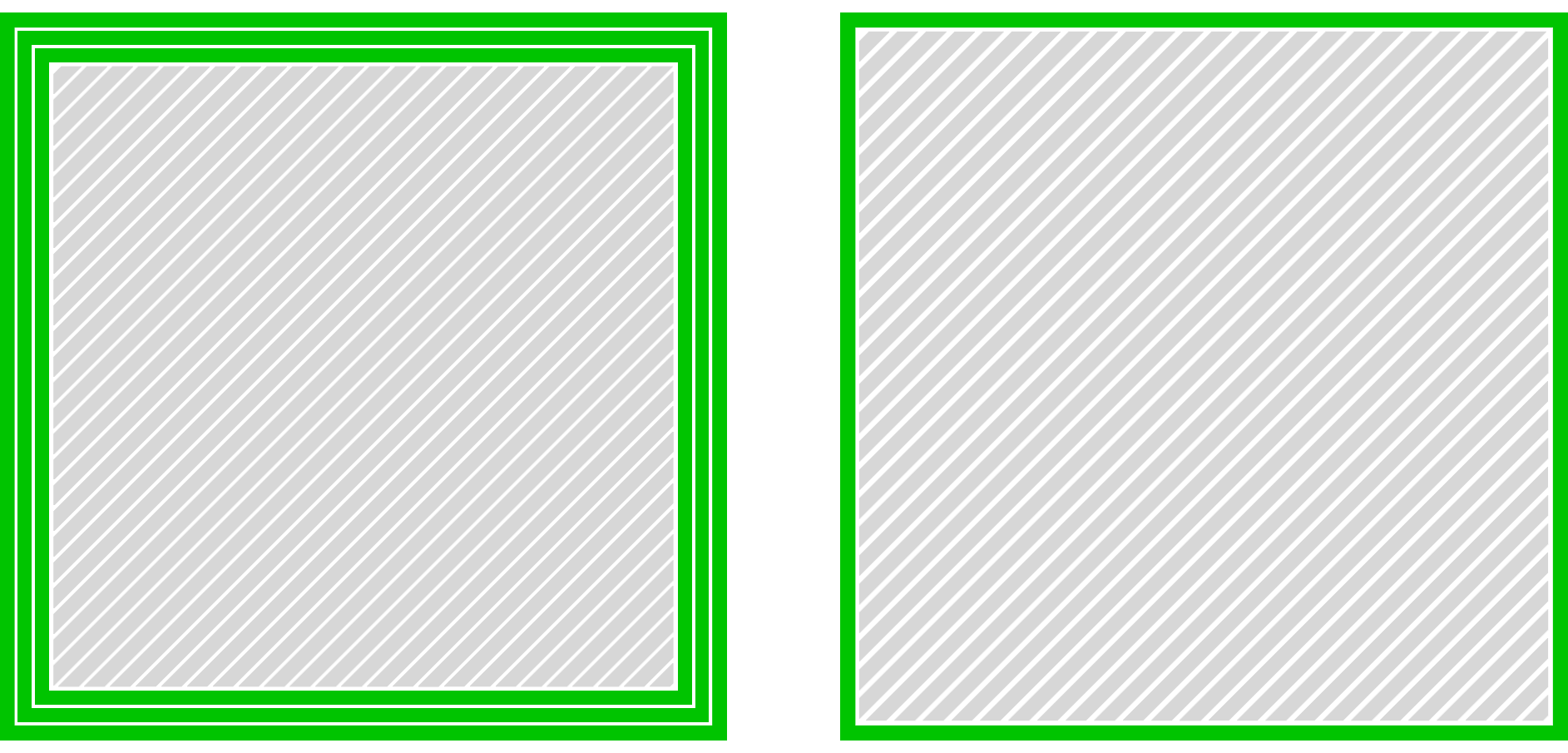
Mit der Wandstärke kann die Anzahl der gedruckten Wandlinien eingestellt und somit die Dicke die Wände des Objekts eingestellt werden. Dabei entspricht die Breite einer Wandlinie dem
Durchmesser der Düse.Je höher die Wandstärke. desto höher die Stabilität der Druckobjekts. Allerdings erhöht sich durch eine höhere Wandstärke auch die Druckzeit.
Unser Standardwert liegt bei einer Wandstärke von 1,05 mm.
Beispiel Wandstärke
Füllung
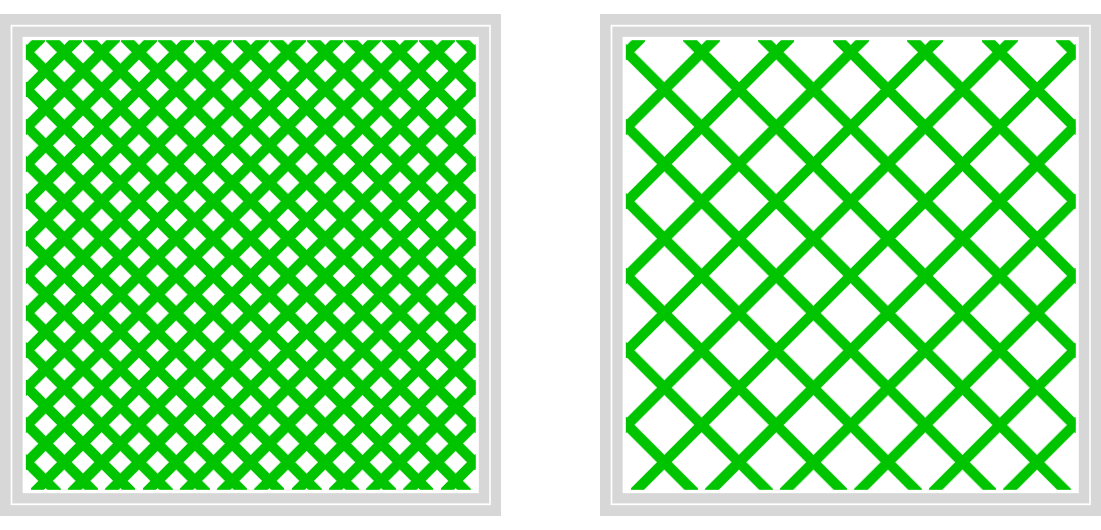
Auch die Füllung kann in der Dichte sowie im Muster variabel eingestellt werden. Je höher die Fülldichte, desto höher die Stabilität der Druckobjekte. Allerdings erhöht sich durch eine
höhere Fülldichte auch die Druckzeit. Auch ein Druck mit 0% oder 100% sind möglich, dementsprechend wäre das innen hohl oder massiv.
Standardmäßig wird mit einer Füllung in Form eines Gitters und einer Fülldichte zwischen 18% und 25% gedruckt.
Beispiel Fülldichte
Mögliche Füllmuster

Außenhülle
Mit der Außenhülle sind die unteren und oberen Schichten der Objekte gemeint. Es kann ein Muster aus Linien, die in jeder Schicht überkreuzt übereinander gedruckt werden, oder ein
konzentrisches Muster gewählt werden. Eine Außenhülle aus Linien ist etwas stabiler. Je nach Geschmack ist das konzentrische Muster möglicherweise optisch ansprechender, vor allem bei
runden Flächen.
Muster der Außenhülle
Stützstruktur
Je nach Objekt muss eine Stützstruktur gedruckt werden. Diese wird zwar nach dem Druck wieder abgebrochen, hinterlässt aber sichtbare Rückstände, die gegebenenfalls wieder abgeschliffen werden müssen.

Das Material
Dank des FDM/FFF-Verfahrens und dem offenen Filament-System des Ultimaker, können 3D Drucke in vielen verschiedenen Materialien hergestellt werden. Momentan bieten wir 3D Drucke aus PLA, PET-G, ASA, PC und verschiedenen TPE. Mehr Infos zu den Materialien gibt's hier. Auf Wünsch können weitere Materialien bestellt werden.
Wir drucken hauptsächlich mit Filamenten der Marken:




